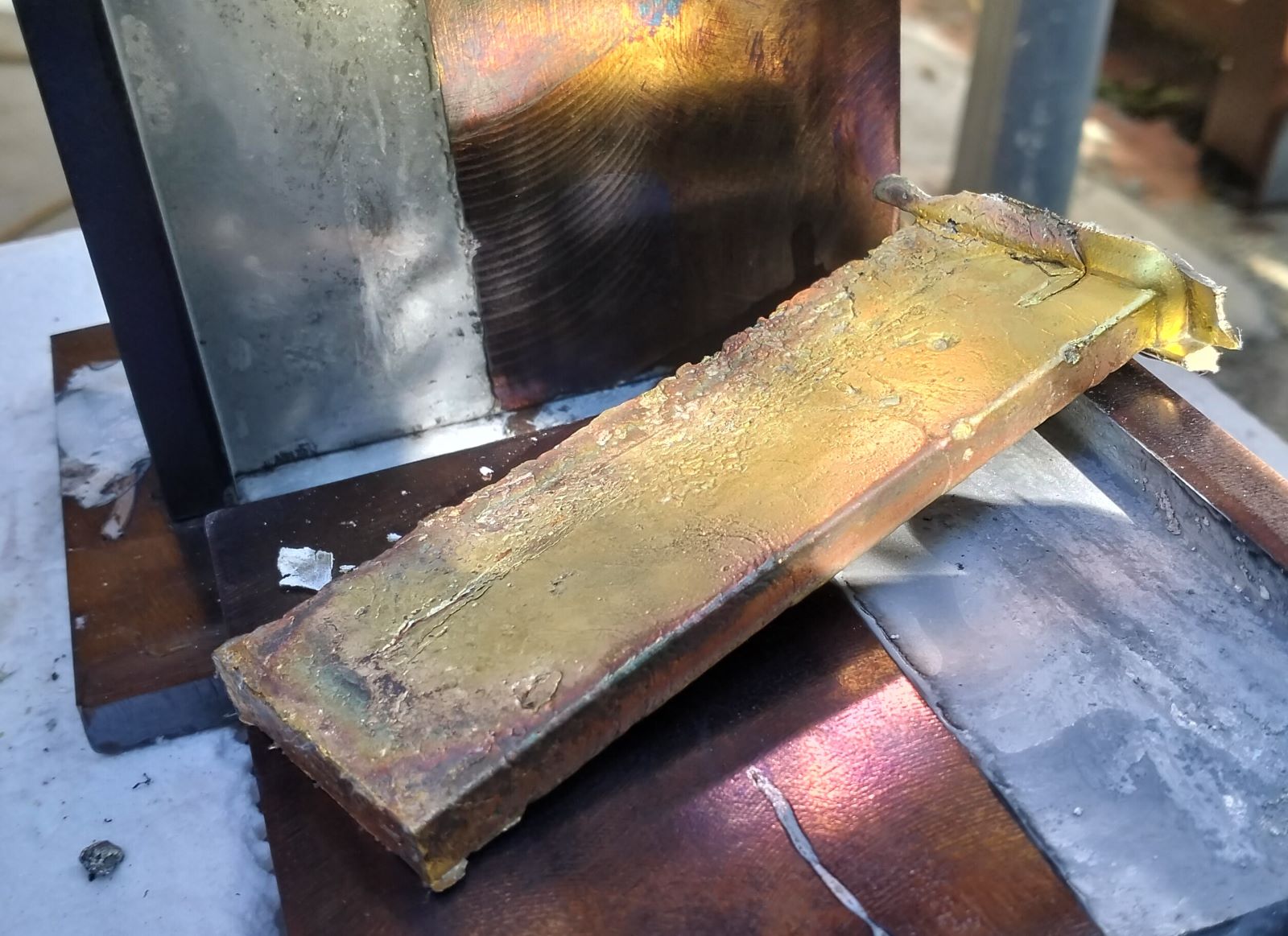
Ingot making
Melting scrap into manageable ingots makes later work cleaner and more predictable. Instead of trying to melt awkward shapes every time, the workshop can build a small stockpile of known metal that is easier to weigh, preheat, and add to the crucible.
Learning from each pour
Every casting session teaches something: whether the mould was hot enough, whether the metal flowed cleanly, whether the dross was removed well, and whether the final shape cooled without obvious faults. The aim is not perfection on the first try. The aim is repeatability.